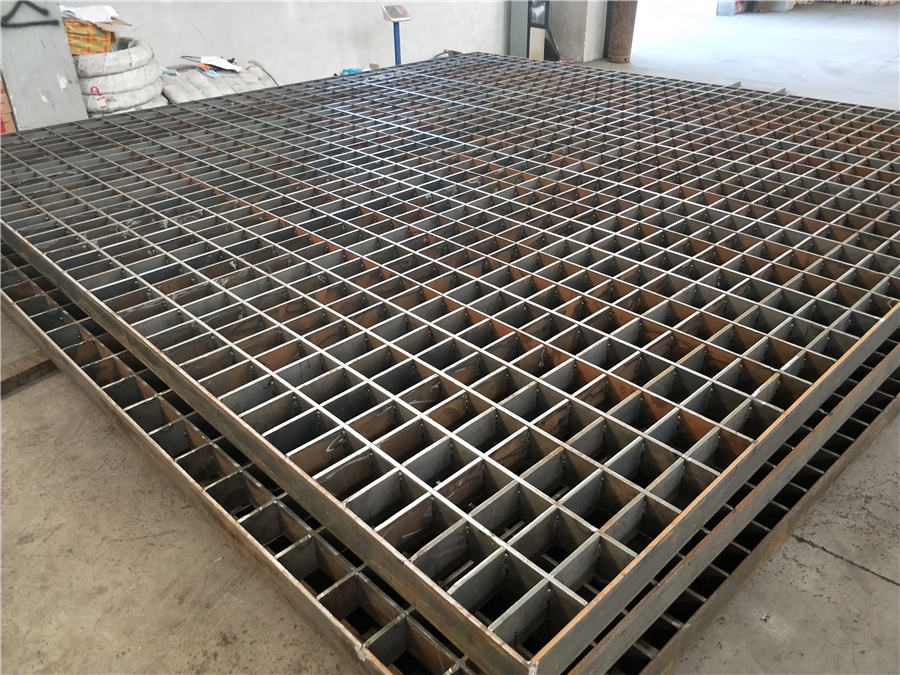
2.用途:广泛应用于石油化工、电厂、水厂、污水处理厂、市政工程、环卫工程等领域的平台、走道、栈桥、沟盖、井盖、梯子、围栏、护栏等
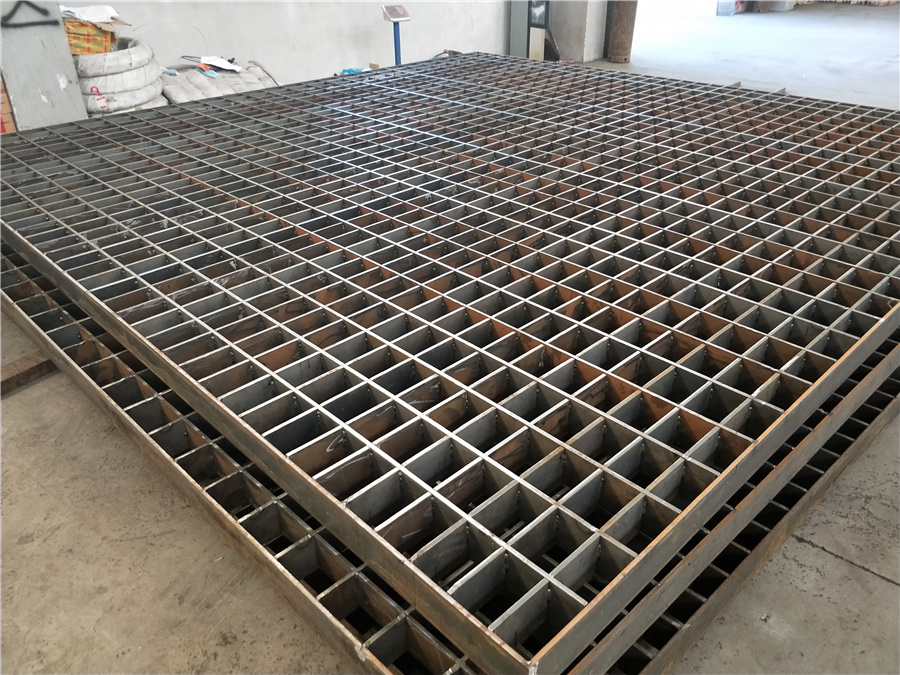
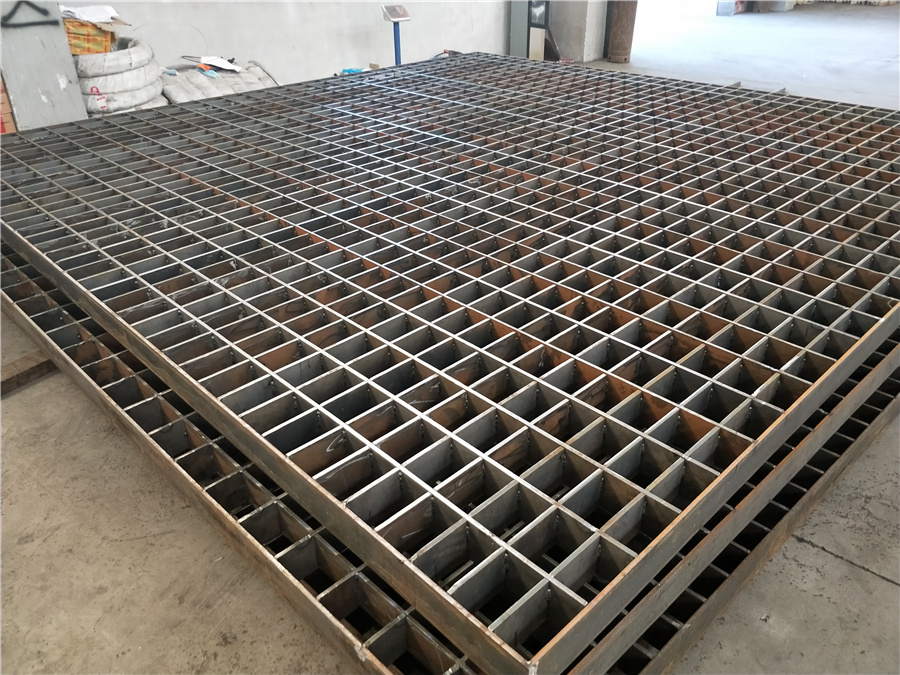
冷镀锌钢格板由负载扁钢和横杆按一定间距经纬排列,在高压电阻焊机上焊接而成原板,经切割、切口、开孔、包边等工序深加工,表面镀锌,热镀锌等处理,研制成客户需要的产品。
因为钢梯(楼梯踏步板) 选用网格规划所以能够大大削减风阻,因通风好,遇大风风阻小,削减风力损坏。CAD电脑规划简洁:无需小支梁,结构简略,规划简化,无需规划钢格板详图,只注明类型即可,厂方可代客户规划排地图。
规划钢格板要遵从布局规划:产品应根据标称宽度表挑选原板的宽度。当板的宽度不行时,标称宽度值。B的扁钢数和支撑架的支撑长度不小于25mm.c和排板之间的空隙:排在5-10mm之间,在相邻结构之间的10mmd和渠道之间。途径上的较小宽度300mm.
送 料
扭绞方钢的送料是通过两对输送辊 1 和 8 进行 。 输送辊的材质为锡青铜 ,分别布臵在调直筒的前后两端 。扭绞方钢通过输送辊的同步运转向前运行 ,调整输送辊弹簧可以改变送线的速度 ,其较大值等于输送辊外圆的线速度 。输送辊的调节对扭绞方钢的表面质量是很重要的 ,如果压得太紧 ,就会导致方钢变形或者出现机械纹 ;反之 ,如果输送辊压得过松 ,扭绞方钢就会在输送辊上产生相对滑动 ,引起其表面划伤 。 这两种情况均会导致产品不及格 。因此 ,应根据不同的产品规格和刚性 ,适当调整弹簧压力 , 以达到较佳的调直效果和生产效率 。
调 直
由于扭绞方钢是通过拉丝机拉拔出来呈盘圆状的 ,无法自身旋转 。因此 ,我们采用滚筒式调直是唯一的办法 。而目前 ,多数厂家均采用在滚筒内排列若干个辊子 ,然后通过调节辊子对线材压力 , 以达到消除应力目的 。但是 , 因为辊子的硬度一般都在 58 ~ 62HRC ,这样就很容易令扭绞方钢出现表面划伤 , 而且方钢圆弧角也会被磨损 ; 但如果降低辊子的硬度 , 辊子又会很快被方钢“切出 ”一条槽 ,起不到压力调直的作用 。 图 1 调直方案 1、8. 输送辊 2. 轴承 3. 调直筒 4. 滑块 5. 调心轴承 6. 孔模 7. 皮带轮 9. 油盘 10. 扭绞方钢 为此 ,如图 1 所示 。我们采用孔模 6 代替原来的 调直辊 ,装在调直滚筒 3 中 ,以期达到消除摩擦 ,并避免方钢划伤和圆弧角被磨损的目的 。孔模 6 安装在 调心轴承 2 内 ,被调直的方钢 10 从中间穿过 ,轴承 2 装在位臵可以调节的滑块 4 内 。在调直时将滑块 4 调成交错压弯 ,而各个孔模 6 形成相互偏心状态 , 其偏心大小代表压弯量的不同 。孔模 6 的偏心随着调直筒的转动而绕着扭绞方钢 10 轴线旋转 , 使扭绞方钢 10 在前进过程中各个方向受到多次弹性弯曲 , 从而较终达到调直的目的 。而且 ,我们还在滚筒的入口处增加润滑油盘 9 ,使扭绞方钢在进入调直时表面就有润滑油 ,而且得到充分润滑 。
由于我国冲压生产装置的发展现状,简易的冲压装置在冲压生产过程中还在大量的使用,还需要很久才可能实现冲压生产完全自动化的目标。 可以通过购买新的冲压装置来实现自动化数控生产加工,但前期需要投入的资金太高,并且直接淘汰旧的机床,没有合理地利用资源,在这种情况下,不如对旧设备进行 数控改造。数控冲床自动送料机与普通冲床联机后,普通冲床就改造成了数控冲床,投资较少、收益大,是企业进行技术改造,提高经济效益的优选方案。

4、送料装置:采用校平送料装置,拖动扁钢的匀速移动,圆滚之间压力大,摩擦系数高,因而拉力大,无打滑现象,是实现高精度送料的关键。
保留旧冲床的机械结构部分,改造工作台的控制电路,使冲床可以自动加工生产。能实现整盘扁钢上料,自动排料、自动进给,自动冲压,提高生产效率,能高精度地加工,同时还实现了人工离机操作,确保了劳动安全。
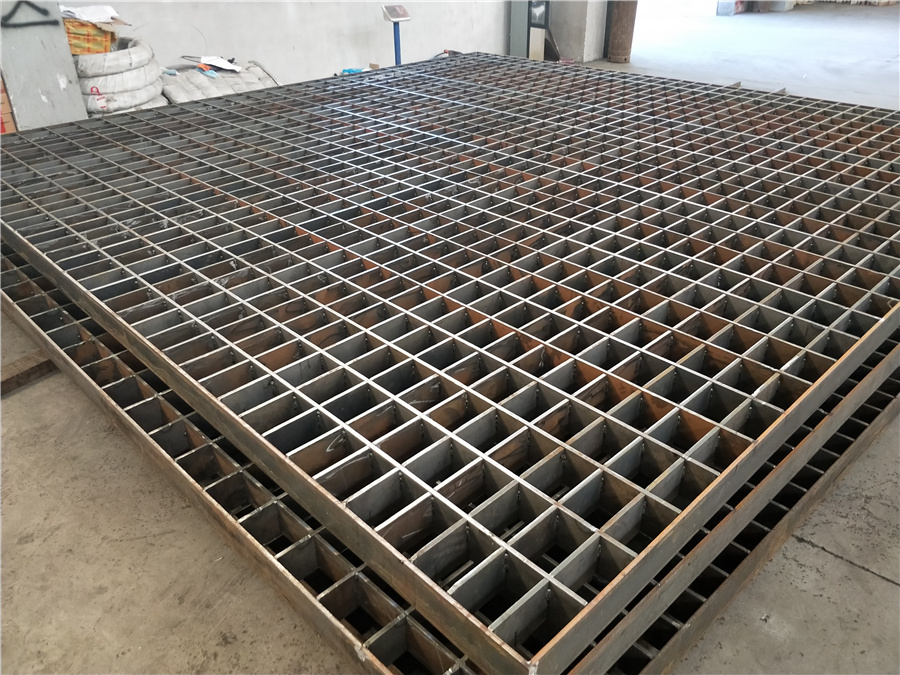
4、冷镀锌钢格板(扁钢间距30mm)扁钢间距为 30mm 的冷镀锌钢格板为工业领域用途较广泛的品种.在常用正板钢格板的系列中,对表面冲击具有较强的抵力
-/gbabhdf/-
http://www.gzmggb.com