-

-
常州市格美瑞钢格板有限公司
无锡钢格板、钢格板安装夹、复合钢格板、插接钢格板、平台钢格板、异形钢格板 - 咨询热线:伍总
18915863310

热门搜索:

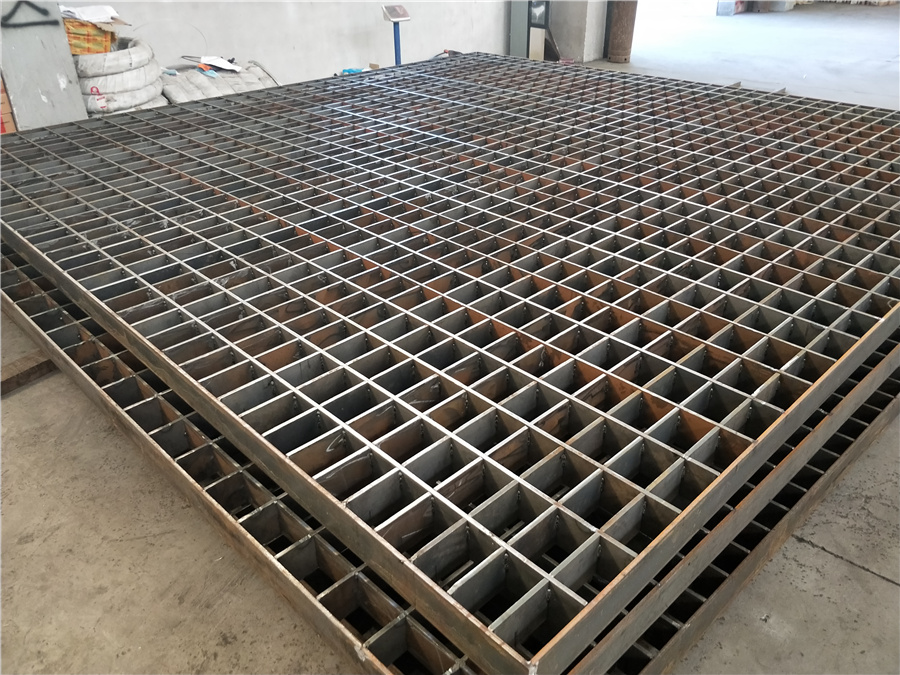
如今大多数用户在使用钢格板作用基本材料的过程中,会要求在钢格板表面进行一些处理,来提高钢格板的耐腐蚀性,避免在使用的过程中出现变形,腐蚀等情况,从而提高使用年限,保证使用优势。
其中,有关于钢格板表面处理工艺一般包括三种方式,热处理,冷压,喷漆。下面就让我们分别了解一下。
1、热处理:钢格板在高温处理下,在钢格板表面加入锌材料,因为经过了高温融化处理,所以在加入辅助材料的过程中,实际上发生了化学反应,在钢格板表面形成一层覆盖膜,而且能够保证长时间不会脱落。
2、冷压:在没有加热的情况下,进行加锌处理,方式比较简单,但是容易脱落。如果长时间处于低温潮湿环境,容易出现表面生锈的情况。
3、喷漆:同样是在钢格板表面进行覆盖膜处理,相对加工成本比较低,而且选择颜色比较丰富,但是通常使用时间比较短,需要经常进行喷漆处理。
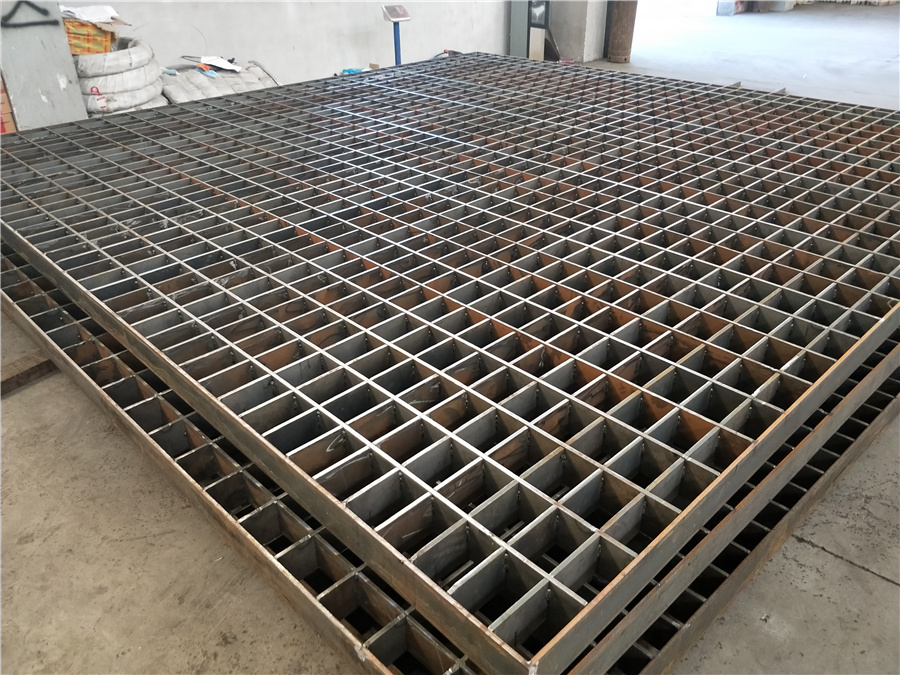
钢格栅板以保养方便、使用方便牢固耐用、不易受损外表新颖、美观大方等优势深受大家欢迎,那么你知道钢格栅板变形原因吗?以及变形以后的补救方法。如果不清楚就请跟随钢格栅板厂家工作人员一起来了解下吧。
钢格栅板为什么会变形:
由于焊接不牢固,横杆与扁钢的交叉点焊接在一起。这就是制造商生产不合格的原因,可以通过重新焊接解决。
建议通过用大锤或用扳手敲击来解决因撞击造成的变形。在生产过程中,放置研磨工具的不均匀性,导致钢格栅板的弯曲和对角线的偏差。建议两个人竖起钢格栅板,使对角线的对角线之一
在地面上重复颠簸,力需要很小。当板的平面弯曲和倾斜时,建议将钢格放置在枕木,砖块或其他高于地面的物体上,凸起的表面朝上,这样弯曲的部分与突起接触。
装载和卸载时,严重受到外力的严重打击。这种情况造成的变形更严重,一般无法解决。
在表面处理(酸洗,热浸镀锌)过程中,钢格栅在高温下会发生热变形。由于扁钢具有弧形曲率,因此在焊接过程中,扁钢不会变直,而是将扁钢直接放在模具上并焊接,表面看起来笔直。实际上,钢格栅具有很强的内应力。如果施加强大的外力,表现出内部应力,并且形状变为水平弓形。因此,焊接钢格栅板时,应在焊接前对扁钢进行矫直。
在运输过程中将其置于平滑状态,使其受到均匀应力。在装卸过程中不能用力打。应轻轻抬起以避免碰撞和挤压。
焊接时,钢格栅板工具应平整。
锌钢架底座放置锌电镀。
以上呢,就是钢格栅板厂家工作人员为大家做出总结,如果大家还是不懂造成钢格栅板变形的原意以及补救方法的话请大家认真阅读以上文章。希望这次总结可以给大家带来所需要的帮助。
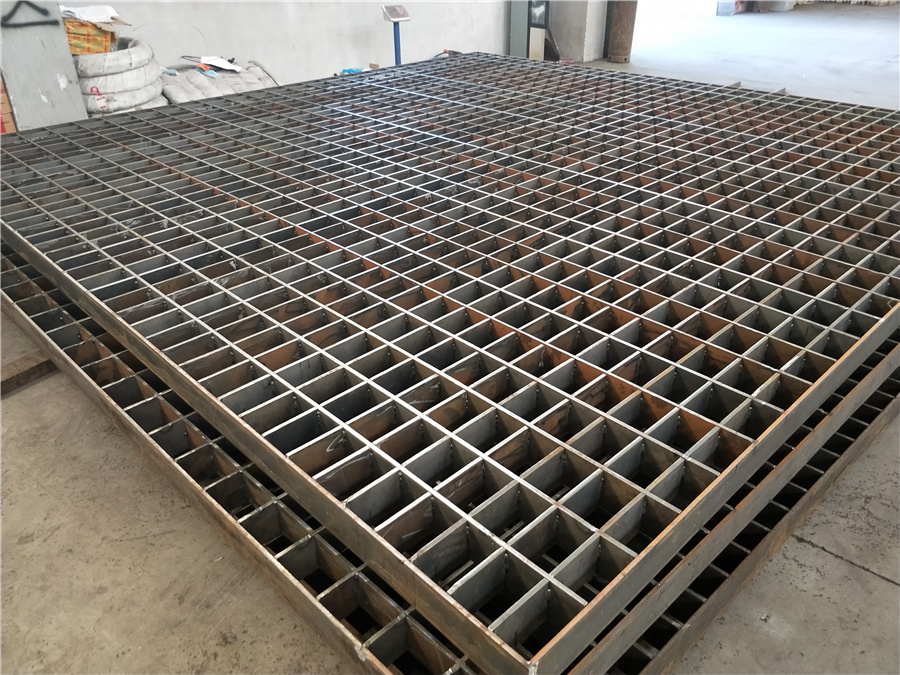
我们都知道钢格板在使用的时候是需要压焊的,那么我们在压焊的时候需要注意什么呢?不妨下面就跟着小编去了解一下。
1、在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。
2、压焊钢格板钢格板的焊接优先采用压力电阻焊,也可采用电弧焊。
3、钢格板的压锁可采用压力机将横杆压入负载扁钢将其固定。
4、格栅板应根据用户的需要,加工成各种尺寸的形状。
5、负载扁钢的间距和横杆的间距可由供需方根据设计要求确定。作工业平台,建议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。
在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于180mm。
在包边板承受荷载的情况下,不允许间隔焊接,而且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每一根横杆焊接。压焊钢格板中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有*包边护板,必须贯穿整个踏步。钢格栅的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加钢格栅板的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的钢格板的较小宽度不得小于300mm。
以上就是小编给我们介绍的压焊钢格板焊接需要注意的事项,希望小编的分享可以帮助到你们,如果你们在钢格板方面有不懂的,欢迎随时咨询。