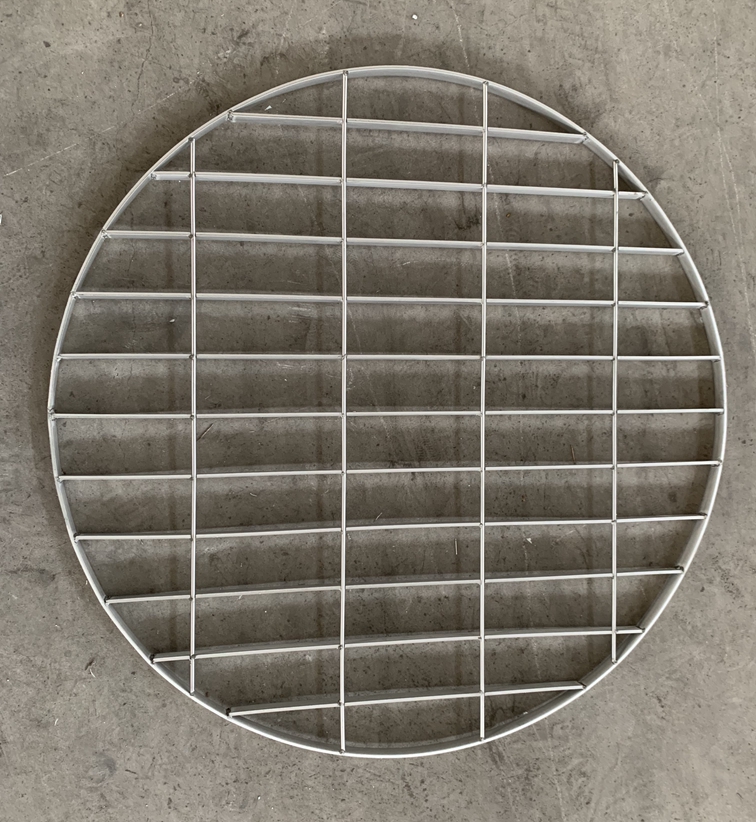
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
钢格板焊接,不是扁钢直,而是把扁钢直接放在模具焊接上,表面看起来直,其实热镀锌钢板有强烈的内应力,假设外加较强的外力,内应力会显示,钢板形状变成水平弓。因此如何避免钢板变形一般要注意以下几点。焊接钢板时,扁钢直后进行技术焊接。假设扁钢出现弯曲扭曲,在钢板焊接中,没有扁钢变直,而是将扁钢直接放在模具焊接上,表面变直,其实钢板有较强的内应力存在。钢板底座少放三,两端和底座部分可放置,必须不仅要放在两端,不要放底座,钢板压力以上多会引起变形,使其成为非水平面。在平稳运输过程中,使力均匀,在装卸车中不易下落硬,应轻型放灯。钢板装置有三种,焊接和固定:钢板(钢格栅)必须焊接在一个点,如携带重物,必须焊接多个焊接点。的缺点是焊接轻微锈蚀,难以保证焊接长时间不会松动;装置夹装置:适用于机械设备的来源,开启时,但在装置过程中,以确保设备的安全;扁钢镶嵌:适合距离盖,钢板(钢格栅)埋入沟,也节省焊接和装置连接,但钢板(钢格栅)槽盖易偷、脚、踏面现象。构成不必要的麻烦。沟盖板产品操作人员在操作时应戴安全帽,固定安全网,开口、栏杆,大部件吊装固定到位,设备放在袋内,沟盖板设备脚手架用绳。钢格板基板的镀锌层未加固,锌层脱落,暴露的钢格板失去了涂层的保护。因此,镀锌层的粘附性是影响镀锌钢晶格板产品数量的关键标题,也是导致镀锌层出现裂纹和脱落的直接原因。下面简要描述以下影响钢格板锌层附着的因素。钢板厂家发现钢板基板的化学特性对锌层附着的影响:热镀锌钢板一般以低碳扁钢为基板,其钢基w(Si较高,实践钢基w(Si)会引起铁锌,合金层剧烈增厚,构成灰白涂层,使镀锌层附着不良。另一种c的影响机制是钢基参与剧烈反应,导致Fe-zn合金层增厚,锌层的附着功能恶化。
钢格栅板结构是根据钢槽钢格栅的高度、网格形状、开放空间率和外部形状而定。平网。钢格栅板的网格有方形、矩形、菱形等。方孔在纵横方向上对称,承载能力比较高。矩形网格槽钢格栅的纵向强度较高。菱形孔的装饰效果非常显著。钢格栅板的网格尺寸和孔隙率影响着槽钢格栅的力学性能。当玻璃纤维含量相同时,会增加高度,也会增加承载力。钢槽钢格栅的高度在0.5-1.5英寸之间。关于装饰的作用只有钢槽格栅,不同的高度,装饰也是不同的。外观形状。钢槽格栅的外观一般由新月状和砂状两部分组成。月牙凹凸不平是影响防滑功能的重要因素,月压面高防滑功能好,但如果月压面太高,就不宜清洗。因此,不同的应用环境,适合不同高度的月压面。砂面是钢槽格栅成型后的,在顶面上涂一层粗石英砂,固定线后会粘在钢槽格栅表面,起到防滑作用。厚度不均,且外观毛糙的砂棱角防滑效果好,外观砂防滑工作少可差,砂子太多会露出砂子,而且外表耐腐蚀性差。

钢格板 当通过将扁钢直接放置在模具上而不是拉直扁钢进行焊接时,格网矩阵中的内应力被假定为在外观上是直的。实际上,此时假设在比较强的钢格板的内应力上加上了较强的外力(如高温、打浆、捏合),内应力就会暴露出来。如何防止热镀锌钢格板在焊接时变形?虽然钢格板在包装和运输过程中外观变为水平弓形,但扁钢先矫直后焊接。假设扁钢呈现弯曲的锯齿形状,而不是在焊接时对扁钢进行矫直,而是将扁钢直接焊接到模具上并呈现笔直。事实上,此时已经存在强烈的内应力对比。热镀锌前,镀锌钢格板生产厂家应做好准备:钢格板进入热镀锌槽前的母材表面应清洁无污染。这里推荐酸洗作为清洁表面的简单方法,但应避免过度酸洗。酸洗前应清除表面不能用酸洗去除的油渍、油漆、焊渣等污物。格栅板加工后,格栅板表面应尽量大,无气孔、无缩孔,孔缝或焊接面应采用喷砂、喷丸、电解酸洗等方法处理。网格质量的决定因素!钢格板厂家需要知道钢格板表面的粗糙度对锌层的厚度和锌层的结构也有影响,因为钢格板表面的不平整度通常在热镀锌后仍然存在,先,热浸镀锌后结构依然存在。酸洗前可对钢格板进行喷砂和粗磨,使表面粗糙。热镀锌的锌层比纯酸洗的锌层厚。热镀锌钢格栅色泽鲜艳,透气通透,具有现代装饰气息。设备上有焊接和夹紧两种方式,可根据实际情况选择。

压焊钢格栅和手工焊接钢格栅是不同的机器压焊钢格栅是由耐高压焊接机焊接而成,先需要将扁钢装载在特定的模具上,手工把钢筋水平地向均匀地排列好扁钢,经过牢固利用焊接电源和液体压力将焊条压入焊接成扁钢,从而获得牢固、稳定和高强度的钢格板。机器压焊的效率比较高,生产尺寸的宽度不会超过1.2米,因为机器焊接有一定的尺寸,一些形状的钢格板不是机器生产的,只能手工焊接。这种焊接过程受设备、电流和电压的影响。该工艺与原扁钢的水平有关。扁钢宽度误差大,会影响焊接强度,使强度不一致。该工艺的缺陷主要是假焊和虚拟焊,假焊和虚拟焊容易造成钢筋剥落。由于设备的额定容量,不能生产大截面的重型钢格栅。该设备焊接工艺的额定容量低于800KVA,只能制作厚度小于4mm的扁钢格网板,1250KVA可以制作厚度为5~6mm的扁钢格网板。手工焊接钢板产生的需要打孔,在扁钢条列入洞点焊,梁和板会有一定的差距,但每个接触点的焊接、扁钢和麻花钢相当于融化连接,所以焊接将变得更强,强度将会改善,但看起来不如压焊美观。生产工艺比较灵活,产品多样化,基本上可以生产出全系列的钢格板,在生产重型钢格板方面具有优势

镀锌平台格栅板的使用为广泛。一般工厂、车间、矿山、港口、仓库建造的各种平台均可选用,轴承美观,设备方便。它是新一代的建筑产品。可在周边添加焊接踢板(护板)、装饰板、保护板、设备连接件等配件。可以用不同标准的扁钢包装,也可以用角钢、槽钢、方管等包装。还可以在需要经常移动或打开的钢格板上设置把手和铰链。平台格栅板是近年来应用非常广泛的平台格栅板产品,这类格栅板在工业类中应用为广泛。它具有的抗外部冲击能力,特别是钢筋距离为50mm的钢格板具有较强的抗横向冲击能力。它主要用于工厂、车间、矿山、港口的各种平台均可选用,轴承美观,装置方便,是新一代的建筑产品。平台格栅板特点:平台格栅板周围可焊接踢板(护板)、装饰板、保护板、设备连接件等配件。
不锈钢格栅板为了美观要进行抛光处理,抛光的方法很多,有物理加工方法和化学加工。经过抛光处理后,不仅可以除去不锈钢基材侧面的杂质和外观的富铁层,还可以使铬、镍在外观上,构成钝化膜,使不锈钢的防锈功能进步2-3倍。不锈钢格栅板一般采用电解抛光的方法进行抛光处理。抛光后的不锈钢格栅板不但光洁光滑,而且干净卫生。也可以选择喷漆或喷塑等方法来改变不锈钢格栅板的外观颜色,以满足整个环境的一致性。不锈钢格栅板选用电解抛光实际上是利用电化学阳溶解原理对不锈钢格栅板进行表面抛光的一种方式。电解抛光的选择远远高于机械加工的效率,通过电解抛光不锈钢格栅板外观的未来将是罚款和强烈的氧化膜,不影响不锈钢商标和原材料,没有残余应力,没有解体层。不锈钢格栅板的原材料是不锈钢格栅板,它的制作工艺与一般的格栅板完全不同,但是它不一定要选择喷漆可能是热浸镀锌防腐处理,但是需要选择外观抛光处理去除焊接过程中可能留下的焊接渣等的不锈钢格栅板,经过抛光处理,才是真正的产品。
http://www.gzmggb.com