-

-
常州市格美瑞钢格板有限公司
无锡钢格板、钢格板安装夹、复合钢格板、插接钢格板、平台钢格板、异形钢格板 - 咨询热线:伍总
18915863310

热门搜索:

搅拌涂料: 钢格栅生产厂家认为,如果要确保涂料与钢格栅能够更好地结合,先,我们需要确保涂料的施工足够均匀,是否容易吸收钢格栅的表面。根据行业消息来源,为了进行涂料混合处理,需要在涂料展开时使用表调节剂,然后进行磷化处理。当两道工序完成后,油漆就可以充分搅拌了。涂料粘度: 钢网生产厂家发现,与普通型钢网喷漆产品一样,喷漆的粘度约为18-24厘米,喷涂面积大,粘度降低,相反,粘度会显著增加。涂料净化: 由于市场上现有的钢格板涂料厂家,大部分都是长期储存处理,因此,其内部必然会产生一些其他物质。为了避免这些物质对钢格栅板的影响,生产厂家在涂装钢格栅板表面时需要对施工涂料进行净化,以达到规定的标准。
钢格板 当通过将扁钢直接放置在模具上而不是拉直扁钢进行焊接时,格网矩阵中的内应力被假定为在外观上是直的。实际上,此时假设在比较强的钢格板的内应力上加上了较强的外力(如高温、打浆、捏合),内应力就会暴露出来。如何防止热镀锌钢格板在焊接时变形?虽然钢格板在包装和运输过程中外观变为水平弓形,但扁钢先矫直后焊接。假设扁钢呈现弯曲的锯齿形状,而不是在焊接时对扁钢进行矫直,而是将扁钢直接焊接到模具上并呈现笔直。事实上,此时已经存在强烈的内应力对比。热镀锌前,镀锌钢格板生产厂家应做好准备:钢格板进入热镀锌槽前的母材表面应清洁无污染。这里推荐酸洗作为清洁表面的简单方法,但应避免过度酸洗。酸洗前应清除表面不能用酸洗去除的油渍、油漆、焊渣等污物。格栅板加工后,格栅板表面应尽量大,无气孔、无缩孔,孔缝或焊接面应采用喷砂、喷丸、电解酸洗等方法处理。网格质量的决定因素!钢格板厂家需要知道钢格板表面的粗糙度对锌层的厚度和锌层的结构也有影响,因为钢格板表面的不平整度通常在热镀锌后仍然存在,先,热浸镀锌后结构依然存在。酸洗前可对钢格板进行喷砂和粗磨,使表面粗糙。热镀锌的锌层比纯酸洗的锌层厚。热镀锌钢格栅色泽鲜艳,透气通透,具有现代装饰气息。设备上有焊接和夹紧两种方式,可根据实际情况选择。
压焊钢格栅和手工焊接钢格栅是不同的机器压焊钢格栅是由耐高压焊接机焊接而成,先需要将扁钢装载在特定的模具上,手工把钢筋水平地向均匀地排列好扁钢,经过牢固利用焊接电源和液体压力将焊条压入焊接成扁钢,从而获得牢固、稳定和高强度的钢格板。机器压焊的效率比较高,生产尺寸的宽度不会超过1.2米,因为机器焊接有一定的尺寸,一些形状的钢格板不是机器生产的,只能手工焊接。这种焊接过程受设备、电流和电压的影响。该工艺与原扁钢的水平有关。扁钢宽度误差大,会影响焊接强度,使强度不一致。该工艺的缺陷主要是假焊和虚拟焊,假焊和虚拟焊容易造成钢筋剥落。由于设备的额定容量,不能生产大截面的重型钢格栅。该设备焊接工艺的额定容量低于800KVA,只能制作厚度小于4mm的扁钢格网板,1250KVA可以制作厚度为5~6mm的扁钢格网板。手工焊接钢板产生的需要打孔,在扁钢条列入洞点焊,梁和板会有一定的差距,但每个接触点的焊接、扁钢和麻花钢相当于融化连接,所以焊接将变得更强,强度将会改善,但看起来不如压焊美观。生产工艺比较灵活,产品多样化,基本上可以生产出全系列的钢格板,在生产重型钢格板方面具有优势
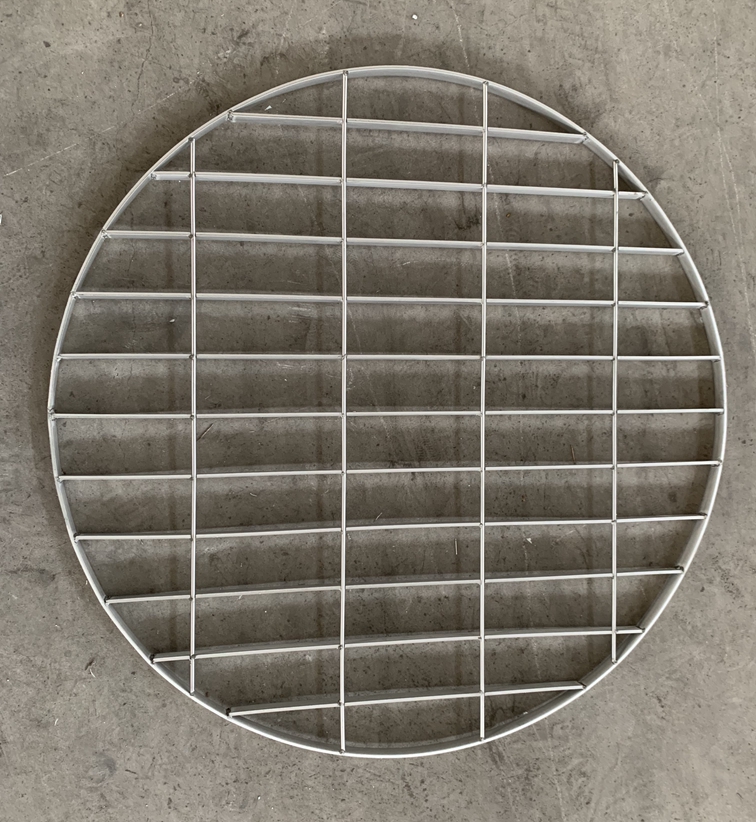
镀锌平台格栅板的使用为广泛。一般工厂、车间、矿山、港口、仓库建造的各种平台均可选用,轴承美观,设备方便。它是新一代的建筑产品。可在周边添加焊接踢板(护板)、装饰板、保护板、设备连接件等配件。可以用不同标准的扁钢包装,也可以用角钢、槽钢、方管等包装。还可以在需要经常移动或打开的钢格板上设置把手和铰链。平台格栅板是近年来应用非常广泛的平台格栅板产品,这类格栅板在工业类中应用为广泛。它具有的抗外部冲击能力,特别是钢筋距离为50mm的钢格板具有较强的抗横向冲击能力。它主要用于工厂、车间、矿山、港口的各种平台均可选用,轴承美观,装置方便,是新一代的建筑产品。平台格栅板特点:平台格栅板周围可焊接踢板(护板)、装饰板、保护板、设备连接件等配件。
沟盖钢格栅板模具的生产工艺经过多次实验已经完善,形成了配套的生产工艺,要使时间选择好生产模具的聚丙烯的原始资料,这种资料是生产模具的重要组成部分,利用聚丙烯的特性可以变成液体,向前生产环境的温度,也可以进行沟盖板模具产量,将液体聚丙烯倒入生产模具的东西,降低环境温度到聚丙烯的熔点以下,随着环境温度的下降,聚丙烯逐渐凝结,模具形成。在使用沟盖板模具的时候要注意保护的重要性,使用的时候在模具的内侧之前涂上一层油,这样便于模具快速脱模,不会对沟盖钢格栅板模具造成危害,然后,在应用平板模具时,将其放置在振动台上的时间不宜过短或过长,这样不利于脱模,可能会对模具造成缺陷,不利于模具的下次使用。使用完毕后,应将槽盖模具清洗干净,放置在单调通风的地方。只有这样,模具的光才能像新的一样。沟盖板模具生产应按照图纸标准化生产、注塑加工、材料选择聚丙烯材料由于沟盖板模具数量很小,也有类似的词汇使用和替换,可以节省二级学位必须开模具费用,沟盖钢格栅板模具使用的是用来制作混凝土的材料,进行时必须按照比例进行搅拌,尤其是水。如果水分比例过高,曝光时间越长,生产的动力就会严重滞后。很多产品在短时间内无法生产出来,会延误工期的动力。至于那些安装在交通道路上的,更换会对人们的正常生活产生很大的影响,所以需要按照标准进行配置。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力超过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。