-

-
常州市格美瑞钢格板有限公司
无锡钢格板、钢格板安装夹、复合钢格板、插接钢格板、平台钢格板、异形钢格板 - 咨询热线:伍总
18915863310

热门搜索:


热镀锌钢格板的变形:当钢格板用热镀锌钢处理时,其变形随温度而变化。形状现象,如果格栅板在后续焊接中有较强的内应力,就会产生较大的变形。钢板楼板的内应力。如果网格是焊接的,则扁钢没有被拉直,但是当扁钢直接焊接到模具上时,扁钢就显得笔直了。事实上,钢板会产生很强的内应力。 钢格板的内应力通过施加强大的外力(如高温、敲击、挤压)暴露出来,格子看起来像一个水平拱形。尽管它们已经受到保护以免受冲击、挤压和冲击,但金属丝网袋仍在运输途中。如何防止热镀锌钢网变形:先将钢网焊接,使扁钢平直。扁钢弯曲时,焊接时扁钢不矫直,但扁钢矫直。焊接到模具上时看起来很直。事实上,这块板子有很强的内应力。钢格板的内应力在酸洗和热镀锌前得到释放。如果有内部压力,外观就会发生变化。对于水平形状,热浸镀锌很少受到关注。在现代工业生产中,通常不会出现这个问题。钢格板是各生产领域常用的钢板。承重平板钢板为30mm,符合标准。采用全钢格栅,耐腐蚀性强。
如何快速鉴别热镀锌钢格栅板的质量?热镀锌钢格栅板一般由碳钢制成,其外观为热镀锌,可以避免氧化。也可以选择不锈钢制造。钢格栅具有通风、采光、散热、防滑、防爆等功能。关于热镀锌钢格栅必须检查其镀锌层厚度:一般来说,热镀锌层的均匀厚度在70μm以上,如果差异太大,则为不合格。此外钢格板外观建筑墙现象不太严重的选择低碳钢板,那么你会选择热浸镀锌钢板,而不选择冷镀锌钢板和油漆钢板,你知道热浸镀锌的锌层厚度大于70微米,而冷镀锌的镀锌涂层只要10微米左右,油漆涂层也要20微米左右,但是热镀锌钢格栅每吨只比冷镀锌和喷漆贵几百元,但是使用时间却比热镀锌钢格栅长几倍。看钢板焊接情况:钢栅板、扁钢和承重扁钢需求整体式全焊,外观焊渣,焊丝需要取钢壳板扁钢和扭曲方钢的原料情况:一般平错了规划+ / - 0.4毫米,扭曲的方钢错误规划:+ / - 0.5毫米钢板外观尺寸错误:钢格板工厂计划的错误:+ / - 5毫米;宽度错误规划:±5毫米,对角线误差规划:±6毫米的购买钢格必须选择那些温和的价格,计划更大。
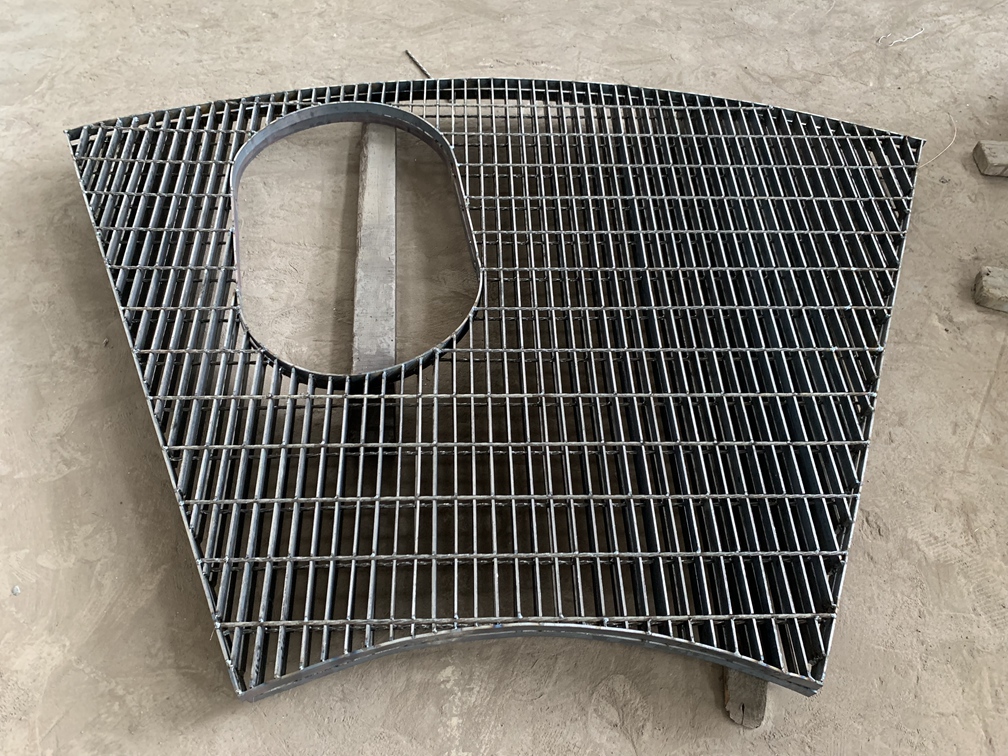
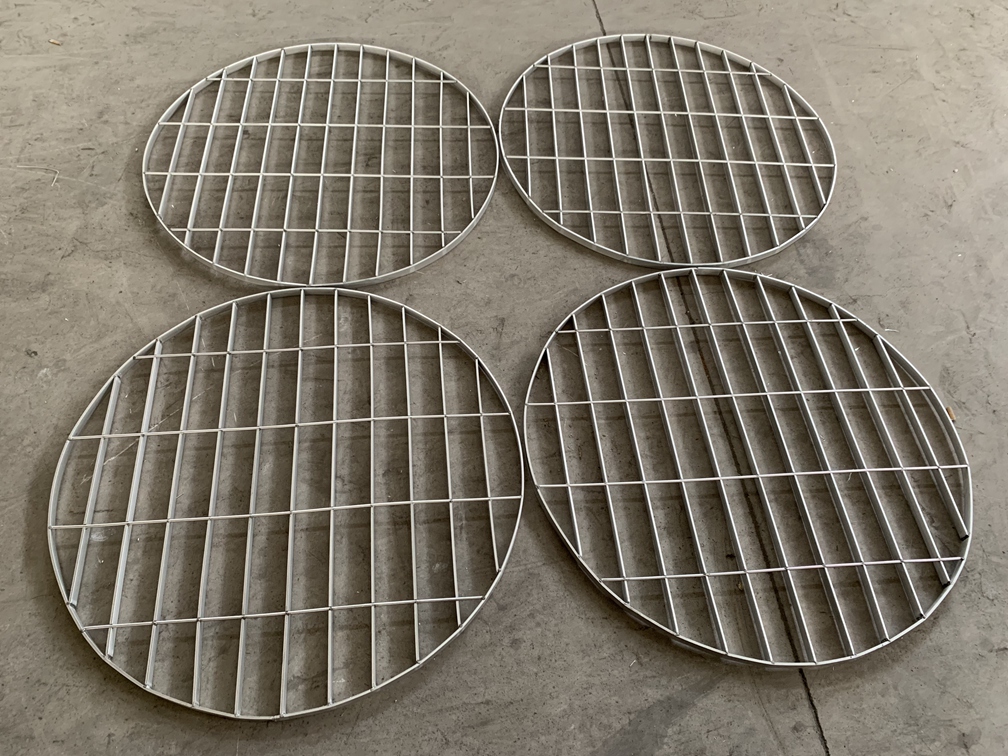
钢格栅板结构是根据钢槽钢格栅的高度、网格形状、开放空间率和外部形状而定。平网。钢格栅板的网格有方形、矩形、菱形等。方孔在纵横方向上对称,承载能力比较高。矩形网格槽钢格栅的纵向强度较高。菱形孔的装饰效果非常显著。钢格栅板的网格尺寸和孔隙率影响着槽钢格栅的力学性能。当玻璃纤维含量相同时,会增加高度,也会增加承载力。钢槽钢格栅的高度在0.5-1.5英寸之间。关于装饰的作用只有钢槽格栅,不同的高度,装饰也是不同的。外观形状。钢槽格栅的外观一般由新月状和砂状两部分组成。月牙凹凸不平是影响防滑功能的重要因素,月压面高防滑功能好,但如果月压面太高,就不宜清洗。因此,不同的应用环境,适合不同高度的月压面。砂面是钢槽格栅成型后的,在顶面上涂一层粗石英砂,固定线后会粘在钢槽格栅表面,起到防滑作用。厚度不均,且外观毛糙的砂棱角防滑效果好,外观砂防滑工作少可差,砂子太多会露出砂子,而且外表耐腐蚀性差。
镀锌钢格栅板相当于延长了插接钢格栅的寿命,允许它再使用几十年。由于镀锌钢格栅板表面简单生锈,生锈会减少它的使用周期,所以对镀锌钢格板表面不仅提高了美观,还延长了它的使用寿命,可谓一举两得。镀锌钢格栅板产品的外观不仅美观,而且讲究。镀锌钢格栅板和镀锌钢板的区别在于其表面处理,镀锌热镀锌和冷镀锌。镀锌插电式钢格栅可以防止氧化,增加使用。热镀锌插电式钢格栅板在PH6-PH12时耐腐蚀性较强,其使用寿命与外部环境有很大的接触,单调的环境,其使用寿命可达70-80年,行业一般为20-30年。冷镀锌的使用年限相对较短,也会在2 - 3年初期出现生锈现象。不镀锌不仅外观粗糙、丑陋,而且产品还可以涂漆、表面不处理等装配方法。热镀锌台阶板使用寿命长,可达40 -70年。冷镀锌沟盖的长度为3年。涂漆插入式钢格栅5-7年。未镀锌的钢格栅板产品表面简单发黑,生锈,而且镀锌表面很有光泽,使用寿命也比较长,使用后外观美观。
钢格栅板天花是以钢格栅作为室内装饰材料制成的天花产品。钢格栅板作为吊顶产品,经过热镀锌处理,具有30年不生锈,免维护的特点。其结构简单,适用于吊顶,便于设备维护等。钢格板吊顶的生产工艺包括哪些?钢格天花板的制作工艺分为手工焊接和机器压力焊接这两种有什么区别?下面是对我们的详细介绍。机器压力焊接,顾名思义,就是机械完成的焊接过程。具体来说,是通过强大的电流和压力将棒材压入熔化的扁钢中,然后得到焊点,形成美观的钢格天花板。但机械压力焊接有其局限性。使用机器压焊条的长度不能大于1200mm,扁钢的长度不能大于6200mm,使用机器焊接做异型格栅的成本会比较高。手工焊接的方法是工人先在扁钢上开一个小孔进入孔内,在捻钢和扁钢焊接在一起。手工焊接捻度和扁钢可能有开放的空间,不可能焊接每个接触点。因此,焊接会不牢固。但是手工焊接不限于尺寸,所有尺寸都可以做。而手工焊接的异形格栅更省钱。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力超过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。