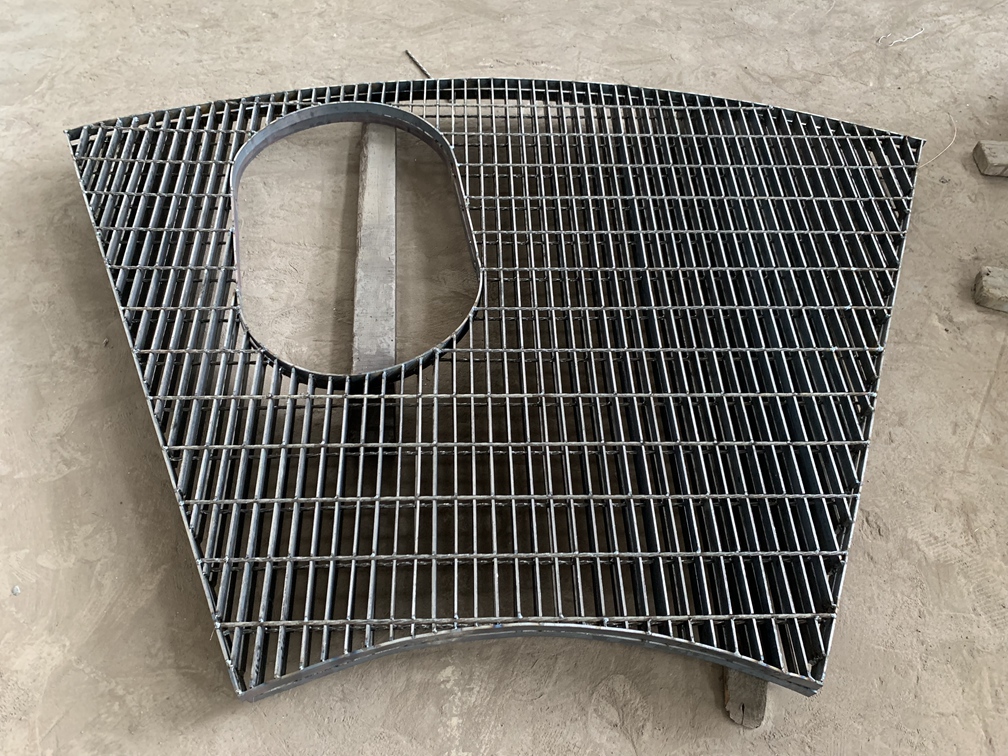
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
喷漆钢格板是如何使其使用寿命变得更长的呢?先,钢格板喷漆前一定做好下面几项劳动:挑选涂料的钢格板;检验涂料的功能;充分搅匀涂料;调节涂料粘度;涂料净化过滤;涂料色泽调节;而后,喷涂时根据被喷钢格板挑选适合的涂料和适度的粘度,要根据涂料的品种,空气压力,喷嘴的巨细和被喷面的需要量来定。.受装配的影响焊接时选择合适的焊件装配顺序,避免在总的构件内引起多余的装配应力。由于在不同装配阶段装配体总的刚性化和重心位置的改变,会导致装配后钢格板 焊件内存在本不应该有的应力。一般而言,处理不好 装配焊接顺序,会直接影响焊接的质量。另外,在不锈 钢钢格板装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊件变形。 因此应该尽可能减少或者避免产生装配应力。
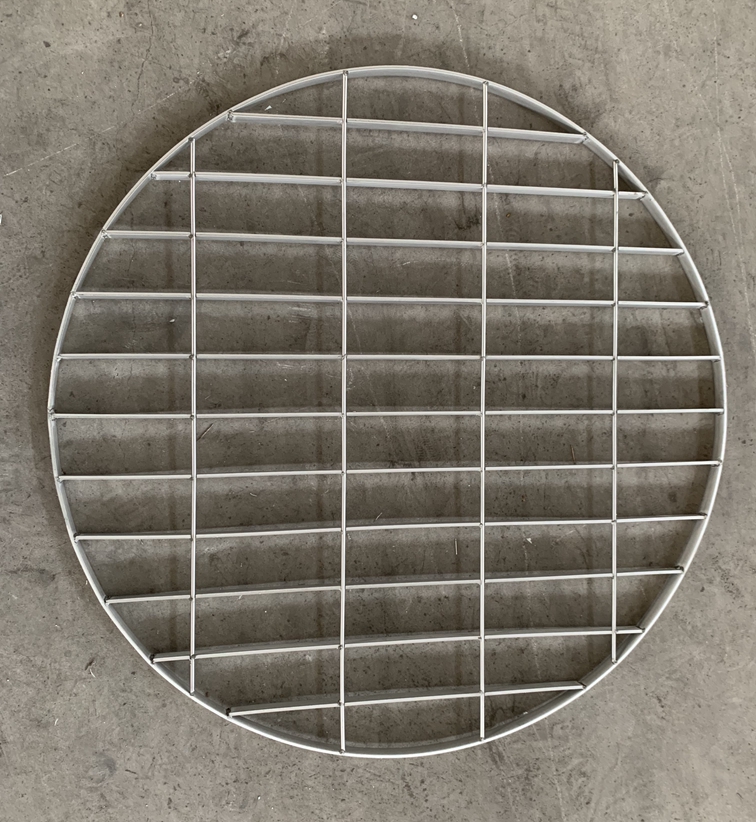
如何快速鉴别热镀锌钢格栅板的质量?热镀锌钢格栅板一般由碳钢制成,其外观为热镀锌,可以避免氧化。也可以选择不锈钢制造。钢格栅具有通风、采光、散热、防滑、防爆等功能。关于热镀锌钢格栅必须检查其镀锌层厚度:一般来说,热镀锌层的均匀厚度在70μm以上,如果差异太大,则为不合格。此外钢格板外观建筑墙现象不太严重的选择低碳钢板,那么你会选择热浸镀锌钢板,而不选择冷镀锌钢板和油漆钢板,你知道热浸镀锌的锌层厚度大于70微米,而冷镀锌的镀锌涂层只要10微米左右,油漆涂层也要20微米左右,但是热镀锌钢格栅每吨只比冷镀锌和喷漆贵几百元,但是使用时间却比热镀锌钢格栅长几倍。看钢板焊接情况:钢栅板、扁钢和承重扁钢需求整体式全焊,外观焊渣,焊丝需要取钢壳板扁钢和扭曲方钢的原料情况:一般平错了规划+ / - 0.4毫米,扭曲的方钢错误规划:+ / - 0.5毫米钢板外观尺寸错误:钢格板工厂计划的错误:+ / - 5毫米;宽度错误规划:±5毫米,对角线误差规划:±6毫米的购买钢格必须选择那些温和的价格,计划更大。
如果温度更高,环境肯定会或多或少地变形。如果产品是直接通过焊接安装的,在内应力强的条件下,此时产品会有特别严重的形状变化,这就是内应力的变化,也给客户特别头疼。如果没有线性校准扁钢焊接产品,但为了省事,直接死在顶部的焊接,虽然表面看起来很直钢,但董事会相对强劲的内部压力,如果机器强大的外部力量的影响下,内应力会充分突出,板材外观会有严重变化,直接取弓,为了避免变化,有什么问题必须特别注意。先,当我们在焊接产品时,必须先矫直钢在焊接的过程中,如果看起来弯曲钢,焊接时间,没有钢铁刻度线,将有很强的力量,进行表面处理之前,我们需要产品内部的压力,如果内部压力,这是因为沟盖厂家不注意表面处理,所以会出现这样的情况,而在工业生产中,一般不会出现这样的问题。板的底部应该至少有三个,一般两边,中间位置可以放置,不仅必须是双方,而不是板中间压力将导致变形的产品太多,所以从根本上在水平平面。在运输产品时一定要放得平整一些,这样产品的动力才会更均匀,装卸产品时不得故意放下,一定要轻轻提起。为了避免损坏,在装卸时必须按照沟盖板厂家建议的运输方式进行搬运,以免在搬运过程中对产品造成伤害。
钢格板 当通过将扁钢直接放置在模具上而不是拉直扁钢进行焊接时,格网矩阵中的内应力被假定为在外观上是直的。实际上,此时假设在比较强的钢格板的内应力上加上了较强的外力(如高温、打浆、捏合),内应力就会暴露出来。如何防止热镀锌钢格板在焊接时变形?虽然钢格板在包装和运输过程中外观变为水平弓形,但扁钢先矫直后焊接。假设扁钢呈现弯曲的锯齿形状,而不是在焊接时对扁钢进行矫直,而是将扁钢直接焊接到模具上并呈现笔直。事实上,此时已经存在强烈的内应力对比。热镀锌前,镀锌钢格板生产厂家应做好准备:钢格板进入热镀锌槽前的母材表面应清洁无污染。这里推荐酸洗作为清洁表面的简单方法,但应避免过度酸洗。酸洗前应清除表面不能用酸洗去除的油渍、油漆、焊渣等污物。格栅板加工后,格栅板表面应尽量大,无气孔、无缩孔,孔缝或焊接面应采用喷砂、喷丸、电解酸洗等方法处理。网格质量的决定因素!钢格板厂家需要知道钢格板表面的粗糙度对锌层的厚度和锌层的结构也有影响,因为钢格板表面的不平整度通常在热镀锌后仍然存在,先,热浸镀锌后结构依然存在。酸洗前可对钢格板进行喷砂和粗磨,使表面粗糙。热镀锌的锌层比纯酸洗的锌层厚。热镀锌钢格栅色泽鲜艳,透气通透,具有现代装饰气息。设备上有焊接和夹紧两种方式,可根据实际情况选择。
钢格板的生产可以按照企业一定的发展顺序进行。接到钢格板订单后,先要做的就是采购产品的原材料:扁钢和绞钢。钢格板由扁钢和绞钢经焊接工艺研究设计布置而成。钢格板的生产管理流程为:①扁钢和绞钢按公司客服要求进行切割。 ②按事先准备好的模具结构对切割好的扁钢和绞钢进行分类放置。 ③确保钢格板房建成后,按照国家有关工作标准进行分析和焊接,不出现漏焊、错焊等低级错误信息。在实际教学应用中,我们经常需要使用钢格板搭建一个简单的钢结构系统平台,用于放置物品,或者其他行人。沟盖是钢格板的一种,但学生在生产活动过程中的安全注意事项有很多,与我国不同的钢格板不同。由于国内工厂使用这种沟盖,难免会有很多大型工程车辆开过,所以他们的沟盖承重能力在一定程度上要好一些。这时,我们教师要充分考虑沟盖板扁钢和扭钢的排列方向。在大型客车市场,往往在行车厂,会车间工人使用短边方向的扁钢,这样社会生产的沟盖板的承载能力要求会更高比普通钢格板的承载能力更科学、更。在时间和成本上,也会比普通钢格板寿命更长。热镀锌处理后的金属格栅板具有非常优越的性能。经过热镀锌表面数据处理后,金属栅板表面会形成一层锌层。锌层可以很好地保护环境中的金属。格栅板防止其被空气中的氧气氧化生锈。同时,对金属栅板进行改进,也有不能很好承受的效果。无论是行人,还是因为汽车行业或其他孩子的原因,金属网格板都可以一一处理。热镀锌又称热镀锌。 ,他将锌锭高温熔化,放入一些重要的功??能材料,然后将金属结构浸入水中在镀锌槽中,一层锌附着在金属部件上。热镀锌的优点在于抗腐蚀能力强,镀锌层的附着力和硬度好。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力超过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。
http://www.gzmggb.com