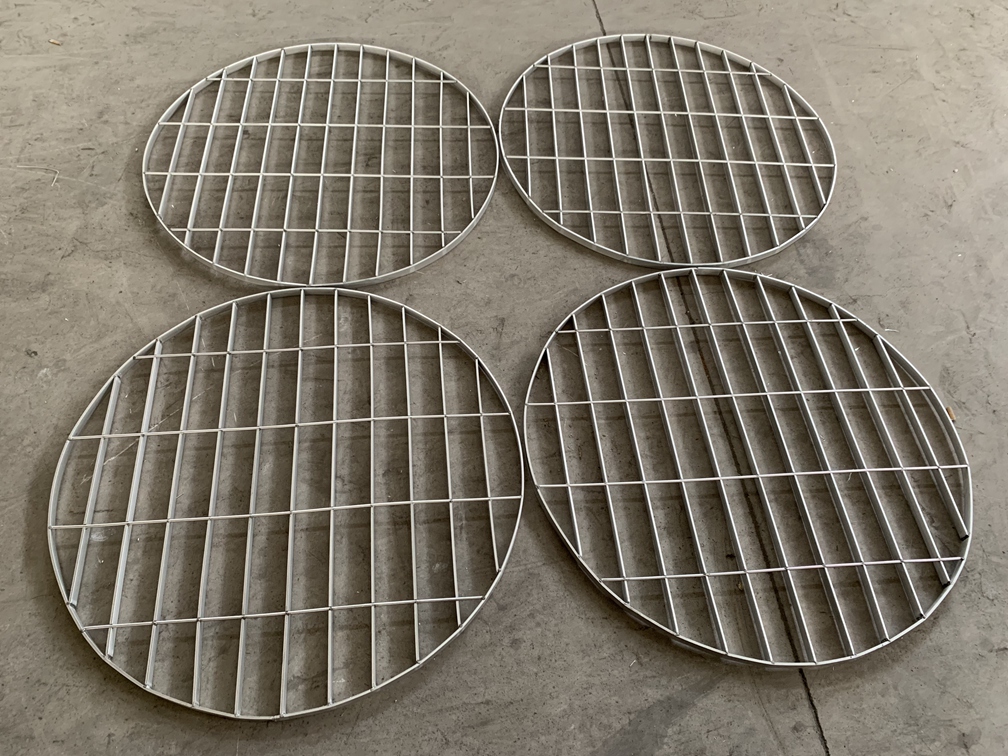
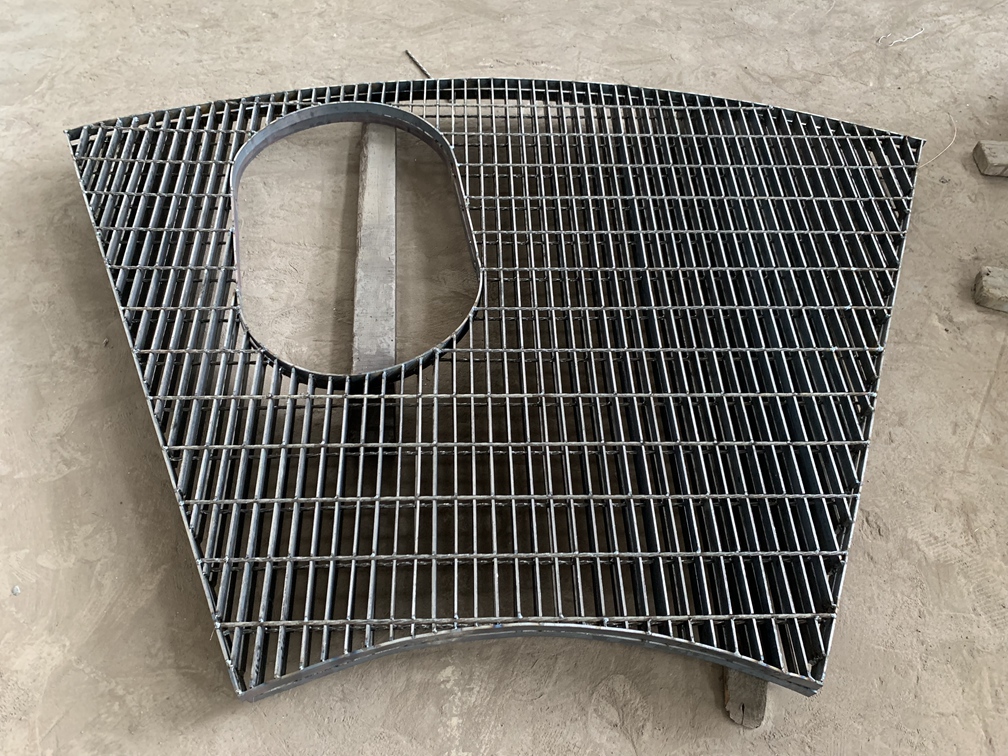
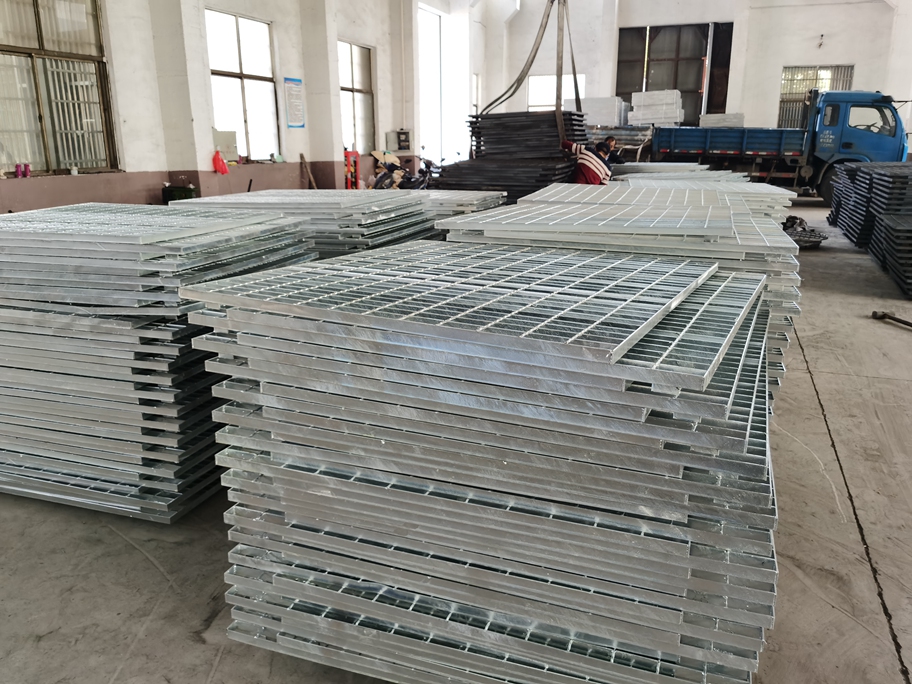
板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
热镀锌钢格板的变形:当钢格板用热镀锌钢处理时,其变形随温度而变化。形状现象,如果格栅板在后续焊接中有较强的内应力,就会产生较大的变形。钢板楼板的内应力。如果网格是焊接的,则扁钢没有被拉直,但是当扁钢直接焊接到模具上时,扁钢就显得笔直了。事实上,钢板会产生很强的内应力。 钢格板的内应力通过施加强大的外力(如高温、敲击、挤压)暴露出来,格子看起来像一个水平拱形。尽管它们已经受到保护以免受冲击、挤压和冲击,但金属丝网袋仍在运输途中。如何防止热镀锌钢网变形:先将钢网焊接,使扁钢平直。扁钢弯曲时,焊接时扁钢不矫直,但扁钢矫直。焊接到模具上时看起来很直。事实上,这块板子有很强的内应力。钢格板的内应力在酸洗和热镀锌前得到释放。如果有内部压力,外观就会发生变化。对于水平形状,热浸镀锌很少受到关注。在现代工业生产中,通常不会出现这个问题。钢格板是各生产领域常用的钢板。承重平板钢板为30mm,符合标准。采用全钢格栅,耐腐蚀性强。
压焊钢格栅和手工焊接钢格栅是不同的机器压焊钢格栅是由耐高压焊接机焊接而成,先需要将扁钢装载在特定的模具上,手工把钢筋水平地向均匀地排列好扁钢,经过牢固利用焊接电源和液体压力将焊条压入焊接成扁钢,从而获得牢固、稳定和高强度的钢格板。机器压焊的效率比较高,生产尺寸的宽度不会超过1.2米,因为机器焊接有一定的尺寸,一些形状的钢格板不是机器生产的,只能手工焊接。这种焊接过程受设备、电流和电压的影响。该工艺与原扁钢的水平有关。扁钢宽度误差大,会影响焊接强度,使强度不一致。该工艺的缺陷主要是假焊和虚拟焊,假焊和虚拟焊容易造成钢筋剥落。由于设备的额定容量,不能生产大截面的重型钢格栅。该设备焊接工艺的额定容量低于800KVA,只能制作厚度小于4mm的扁钢格网板,1250KVA可以制作厚度为5~6mm的扁钢格网板。手工焊接钢板产生的需要打孔,在扁钢条列入洞点焊,梁和板会有一定的差距,但每个接触点的焊接、扁钢和麻花钢相当于融化连接,所以焊接将变得更强,强度将会改善,但看起来不如压焊美观。生产工艺比较灵活,产品多样化,基本上可以生产出全系列的钢格板,在生产重型钢格板方面具有优势
钢格栅板结构是根据钢槽钢格栅的高度、网格形状、开放空间率和外部形状而定。平网。钢格栅板的网格有方形、矩形、菱形等。方孔在纵横方向上对称,承载能力比较高。矩形网格槽钢格栅的纵向强度较高。菱形孔的装饰效果非常显著。钢格栅板的网格尺寸和孔隙率影响着槽钢格栅的力学性能。当玻璃纤维含量相同时,会增加高度,也会增加承载力。钢槽钢格栅的高度在0.5-1.5英寸之间。关于装饰的作用只有钢槽格栅,不同的高度,装饰也是不同的。外观形状。钢槽格栅的外观一般由新月状和砂状两部分组成。月牙凹凸不平是影响防滑功能的重要因素,月压面高防滑功能好,但如果月压面太高,就不宜清洗。因此,不同的应用环境,适合不同高度的月压面。砂面是钢槽格栅成型后的,在顶面上涂一层粗石英砂,固定线后会粘在钢槽格栅表面,起到防滑作用。厚度不均,且外观毛糙的砂棱角防滑效果好,外观砂防滑工作少可差,砂子太多会露出砂子,而且外表耐腐蚀性差。
复合钢格栅板可用于焊接和设备夹紧两种方式,焊接的优点是固定的很长一段时间,不松散,详细定位在产品的每一个角落边钢材、焊缝长度不小于20毫米,角焊高不小于3毫米。设备夹具的优点是不会损坏的热浸镀锌层,方便拆卸,每个板需要至少4套设备夹具,设备夹数量的增加与板的长度的增加,该方法不是夹下,直接螺钉头焊接在钢梁上,确保产品不会因设备机架松动而从横梁上掉落。复合钢格是由具有跨距能力的钢格板与密封面上的花纹板组合而成的一种产品。复合钢格产品变形后的修正方法有哪些?当产品的边板因磕碰而变形时,主张用大锤敲击或用扳手纠正变形注意不要用力太大。2、当复合钢格栅因受力不当导致对角线偏差较大时,两个人将产品站起来,让对角线较长的一角与地面反复磕碰,受力需要较小。当板平面曲折,它提倡的是产品是放在枕木,砖或其他对象提出了在地上,脸向上,这样曲折更严重和凸接触,两人区分产品的两端和温柔的力量。注意以上几种校正方法都是简单易操作的,只要受力适度,基本可以校正复合钢格栅的变形,但不要过大,过大的受力会产生相反的效果。
钢格栅板天花是以钢格栅作为室内装饰材料制成的天花产品。钢格栅板作为吊顶产品,经过热镀锌处理,具有30年不生锈,免维护的特点。其结构简单,适用于吊顶,便于设备维护等。钢格板吊顶的生产工艺包括哪些?钢格天花板的制作工艺分为手工焊接和机器压力焊接这两种有什么区别?下面是对我们的详细介绍。机器压力焊接,顾名思义,就是机械完成的焊接过程。具体来说,是通过强大的电流和压力将棒材压入熔化的扁钢中,然后得到焊点,形成美观的钢格天花板。但机械压力焊接有其局限性。使用机器压焊条的长度不能大于1200mm,扁钢的长度不能大于6200mm,使用机器焊接做异型格栅的成本会比较高。手工焊接的方法是工人先在扁钢上开一个小孔进入孔内,在捻钢和扁钢焊接在一起。手工焊接捻度和扁钢可能有开放的空间,不可能焊接每个接触点。因此,焊接会不牢固。但是手工焊接不限于尺寸,所有尺寸都可以做。而手工焊接的异形格栅更省钱。
钢格板天沟盖板起着非常重要的作用,在我国建筑工程行业中也得到了更广泛的研究和应用。制作这种胎面的材料的选择也很重要。只有选择开发更好的材料,才能做出系统性能更好的胎面。在选材方面,可以学习钢格板。作为企业的好材料,从分析得知这款教材可以达到很好的抗氧化性,所以用它制作的排水沟盖板不会被氧化,这也使得台阶板的外侧更加精致,使用时会更好。这种结构材料在我国也有很好的防滑控制功能,所以生产出来的雨水篦子在使用和管理过程中可能不会打滑,这在社会保障体系中也起到了**工人安全的作用。应逐步目视检查钢格板的形状和平整度。核对国标信息后,钢格板的标准和偏差应符合课程标准和供货合同的相关法律要求。二是工作压力测试法。在产品设计负载功能测试确定能力是否需要满足标准和交货时间要求后,应出具测试报告。新型钢格板检测网设备是为了解决公司现有的拉伸机不能满足检测人员对钢格板质量的要求,而是提供对钢格板检测产品负荷功能的有效检测设备。选用以下教育和技术培训计划:钢格板检测实验设备拉伸机,在拉伸机活塞底座中心有一个上压辊,在拉伸机路径上固定对称放置两种理论支持电子设备;试验时,将钢格板放在经济型支撑基础设备上,调整钢格板左右间距,使试板两端对称。调整拉力试验机测试路径的高度,在测试路径上安装百分表,百分表头压在钢格板下端。在加载力下,钢格板的载荷、跨度和挠度是用来确定钢格板的承载能力是否合格的。钢格板采用q235b扁钢直条和绞钢经科学交叉焊接工艺生产加工而成,钢格板的制作内容,以及其他表面图像处理工艺,都涉及钢格板的创新品质。不同的材料生产出不同文化类型的钢格板,表面处理方法不同。我们常将钢格板的产品成本分类体系分为两类。
http://www.gzmggb.com